



곰팡이 사양
|
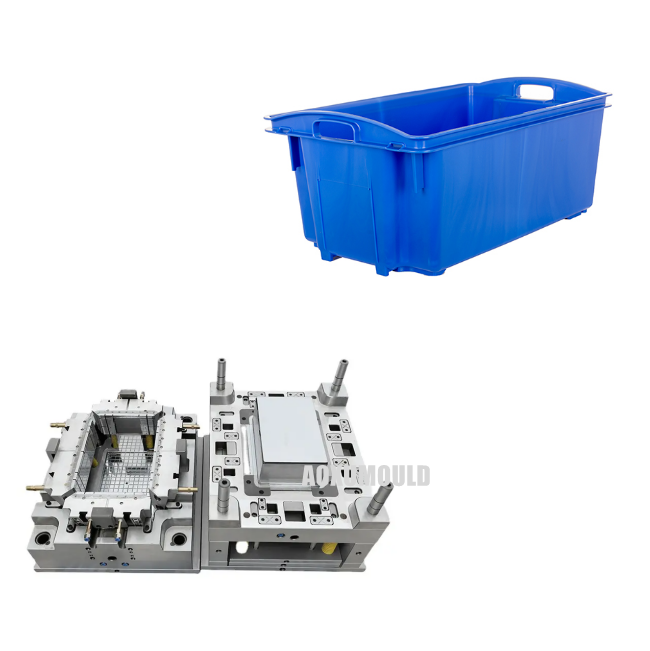
곰팡이 이름 |
플라스틱 어류 곰팡이 |
|
제품 자료 |
HDPE |
|
제품 크기 |
711 x 438 x 313mm |
|
제품 체중 |
3100grams |
|
제품 용량 |
55 리터 |
|
공동을위한 곰팡이 재료 &. 핵심 |
P20/718H/2738 |
|
공동의 nos |
1 캐비티 |
|
주입 시스템 |
핫 러너 |
|
적합한 사출 기계 |
680T |
|
곰팡이 크기 |
1250x880x720mm |
|
곰팡이 무게 |
6200kg |
|
곰팡이 수명 |
500 이상, 000 PC |
|
배달 시간 |
45 일 |
어류 상자 곰팡이를 설계하는 방법?

플라스틱 상자의 사출 금형을 설계 할 때 제품 구조, 재료 특성, 성형 공정 및 성형 수명과 같은 많은 요소를 고려해야합니다. 주요 설계 단계와 고려 사항은 다음과 같습니다.
1. 제품 구조 및 곰팡이 설계 분석
크기와 벽 두께 : 상자는 일반적으로 크게 큽니다 (예 : 생선 상자, 물류 상자, 보관 상자). 금형 공동 강도가 충분하지 않도록해야하며, 벽 두께는 균일합니다 (일반적으로 2. 5-4 mm). 수축 또는 변형을 피하십시오.
강화 막대 및 기능 구조 : 강화 막대 (주 벽 두께의 50% 이상 또는 동일), 스태킹 슬롯, 핸들 등을 설계 할 때, 방출 성향 (일반적으로 1-2 학위)을 고려해야합니다.
이별 표면 선택 :
리버스 버클을 피하기 위해 상자의 최대 프로파일을 따라 이별합니다.
이별 라인은 외관에 대한 플래시의 영향을 줄이기 위해 비 간식 표면 (예 : 상자의 하단 또는 가장자리와 같은)에서 가능한 한 숨겨져 있습니다.
2. 게이팅 시스템 설계
게이트 유형 :
사이드 게이트 : 중소형 상자, 저렴한 비용, 수동으로 게이트를 차단해야합니다.
잠재 게이트 : 자동화 된 자동화, 자동화 된 생산에 적합합니다.
멀티 포인트 핫 러너 : 대형 피쉬 박스는 일반적으로 충전 시간을 단축하고 용접 자국을 줄이는 데 사용됩니다 (예 : 상자의 네 모서리에서 대칭 적 접착).
유량 채널 균형 : 대칭 레이아웃은 용융물이 균등하게 채워지고 뒤틀리는 것을 피하기 위해 사용됩니다 (예 : H 자형 흐름 채널).
콜드 피드 우물 : 콜드 피드가 게이트를 차단하는 것을 방지하기 위해 주류의 끝에 설정합니다.
3. 냉각 시스템 설계

수로의 모양을 따르십시오 : 컨테이너 프로파일을 따라 냉각 파이프, 특히 깊은 구멍 및 강화 구역 (예 : 컨테이너의 측벽 및 바닥)의 경우 냉각 파이프를 배열하십시오.
구역 온도 제어 : 두꺼운 벽면 (예 : 손잡이의 뿌리)은 냉각을 강화하여 고르지 않은 수축을 방지합니다.
재료 선택 : 국소 효율적인 냉각을위한 구리 합금 또는 베릴륨 구리 인서트.
4. 이젝터 및 배출기 시스템
상단로드 레이아웃 :
배출 변형을 피하기 위해 상자의 바닥과 측벽에 균등하게 분포됩니다.
이젝터로드의 직경은 φ5mm (큰 회전율 상자의 경우 φ 8-12 mm)보다 크며, 숫자는 예상 영역에 따라 결정됩니다.
가스 보조 방출 : 깊은 공동 회전율 박스에는 에어 밸브 보조 방출이 장착 될 수 있습니다.
방출 경사 : 1도 이상 또는 동일한 내부 경사, 외벽 경사면 0. 5-1 정도 (PP/HDPE 재료).
5. 배기 시스템 설계
배기 그루브 : 이별 표면, 이젝터 구멍 및 삽입 갭, 깊이 0. 02-0. 04mm (pp 재료)로 설정합니다.
진공 벤팅 : 심층 공동 지역에서는 환기 강철 또는 환기 강철 인서트를 사용할 수 있습니다.
6. 곰팡이 구조 및 재료 선택
곰팡이 재료 : 사전 하드 강 (예 : P20/718H), 300mm (큰 금형)보다 큰 템플릿 두께.
캐비티/코어 : 높은 경도 재료 (예 : S136, NAK8 0), 표면은 RA0.2μm 이하로 연마됩니다.
가이드 및 곰팡이 잠금 : 곰팡이 닫는 정확도를 보장하기 위해 원추형 포지셔닝 블록 및 경사 가이드 열을 추가하십시오.
7. 테스트 및 최적화
프로세스 매개 변수 : 단계 주입 (첫 번째 느린 후 빠른), 장기 압력 유지 시간 (수축에 대한 보상).
문제 해결 :
수축 : 유지 압력을 높이거나 게이트 위치를 조정하십시오.
용접 마크 : 게이트 수를 최적화하거나 용융 온도를 늘리십시오.
변형 : 냉각 수로를 조정하거나지지 열을 추가하십시오.
플라스틱 어류 상자 곰팡이를위한 어떤 종류의 강철?
플라스틱 어류 크레이트 곰팡이에 대한 강철 선택은 곰팡이 수명, 가공 성능, 부식성, 연마 요구 사항 및 비용과 같은 요인을 종합적으로 고려해야합니다. 다음은 일반적으로 사용되는 강과 응용 시나리오의 요약입니다.

1. 사전 하류 강철 (사전 경화 된 다이 스틸)
- 일반적인 등급 : P20 (3CR2MO), 718H (수정 된 P20), NAK80 (Tatsu, Japan)
- 특징 :
-p20 : 경도 HRC 30-35, 쉬운 처리, 저렴한 비용, 중소형 배치 생산에 적합합니다.
-718 h : 더 높은 경도 (HRC 35-40), P20보다 내마모성 및 인성이 우수하며, 복잡한 구조 또는 높은 수명 요구 사항에 적합합니다.
-NAK80 : 사전 하드 상태 (HRC 37-43), 우수한 미러 연마 성능, 높은 표면 요구 사항 (예 : 투명한 물고기 상자)에 적합합니다.
-응용 시나리오 : 일반 플라스틱 생선 상자 (PP/PE 재료), 추가 열처리가 없으며 중소형 금형에 적합합니다.
2. 부식 방지 스테인레스 스틸
- 전형적인 등급 : 420 (4CR13), S136 (Assab), HPM38 (Hitachi)
- 특징 :
- 420 : 부식성이 양호한 부식성, 경도 HRC 48-52 (열처리가 필요), 습한 또는 짠 환경 (예 : 수생 가공 공장)에 적합합니다.
-S136 : 고순도 스테인레스 스틸, 우수한 내식성, 우수한 연마 성능, 수 곰팡이와의 장기 접촉에 적합합니다.
- 응용 시나리오 : 습도가 높은 어류 상자 곰팡이, 해수 접촉 또는 빈번한 청소.
3. 내 손에 든 뜨거운 작업 강철
- 일반 등급 : H13 (4CR5MOSIV1)
- 특징 :
- 고온 저항 (500도 이상), 탁월한 내마모성, 고속 주입 성형 또는 빈번한 가열/냉각 금형에 적합합니다.
- 열처리가 필요합니다 (경도 HRC 45-50), 높은 비용.
- 적용 시나리오 : 대량 생산 또는 유리 섬유 강화 플라스틱 (강화 된 PP 생선 상자).
4. 경제 탄소강
- 일반 등급 : 45# 스틸, S50C
- 특징 :
-가장 많은 비용이 들지만 마모 및 부식 저항성이 좋지 않으며, 표면 처리 (크롬 도금, 질화)가 필요합니다.
- 소규모 배치 시험 생산 또는 저 정밀 금형에 적합합니다.
- 적용 가능한 시나리오 : 임시 금형 또는 저렴한 예산 시나리오.
재료 선택 제안
1. 일반 물고기 상자 (PP/PE, 중소형 배치) : P20 또는 718H가 선호되어 비용과 수명을 고려합니다.
2. 높은 부식 저항 : 곰팡이 수명에 영향을 미치는 녹을 피하기 위해 420 또는 S136 스테인리스 스틸을 선택하십시오.
3. 높은 표면 마감 : NAK80 또는 S136, 물고기 상자의 모양이 완벽하지 않도록합니다.
4. 대규모 배치 생산 : H13 또는 High Hearness Tool Steel (예 : D2), 내마모성 향상.
5. 저비용 시험 생산 : 45# 철강 표면 처리.
- 냉각 시스템 설계 : 강철 열전도율은 주입 효율, H13 및 구리 합금 인서트에 영향을 미칩니다.
-크기 : 크기 : 대형 금형은 열처리 변형을 피하기 위해 경화성이 우수한 강철을 선택해야합니다 (예 : 718h).
-프로세싱 기술 : 사전 하드 강을 직접 처리 할 수 있으며 다른 강철은 열처리 허용량을 예약해야합니다.
실제 생산 요구 (출력, 플라스틱 유형, 환경 조건)에 따라 금형 공급 업체와의 심층적 인 통신을 수행하고 필요한 경우 철강 성능 테스트를 수행하는 것이 좋습니다.
어떻게To EnsureT그긴 수명을 가진 곰팡이?
사출 금형의 수명을 보장하려면 설계, 제조, 사용, 유지 보수 및 기타 링크에서 포괄적 인 관리를 수행해야합니다. 몇 가지 주요 조치는 다음과 같습니다.
1. 금형 재료 선택
- 고품질 다이 스틸 : 제품 요구 사항 (예 : H13, S136, NAK80, P20 등)에 따라 높은 내마모성, 높은 인성 및 부식 저항성이있는 다이 스틸을 선택하십시오.
- 재료 매칭 : 주입 재료 (예 : 착용하기 쉬운 유리 섬유가 함유 된 플라스틱 곰팡이)의 특성을 고려할 때 경도가 높거나 표면 처리가 향상되는 금형 강철을 선택하십시오.
2. 합리적인 금형 설계
- 구조 최적화 : 스트레스 농도를 줄이기 위해 날카로운 모서리 나 얇은 벽 설계를 피하십시오. Demoulding 저항을 줄이기위한 Demoulding 경사의 합리적인 설계.
- 냉각 시스템 : 국소 과열을 피하기위한 균일 한 냉각 채널 레이아웃으로 열 피로 또는 변형을 초래합니다.
- 흐름 채널 및 배기 설계 : 용융 플라스틱의 유량 저항을 줄이고 배기 탱크를 갇힌 가스 또는 연소를 피하기 위해 합리적으로 설정하십시오.
- 이별 표면 및 일치 정확도 : 이별 표면이 매끄럽고 곰팡이, 골무 및 조정 간격의 다른 부분이 합리적이지 않도록하기 위해 마모를 줄입니다.
3. 정밀 제조 공정
- 열처리 공정 : 곰팡이의 경도와 인성을 향상시키기위한 담금질, 템퍼링 및 기타 과정을 통해.
-표면 처리 : 질화, 크롬 도금, PVD 코팅 (예 : 주석, Tialn) 및 기타 기술을 향상시키기위한 기타 기술.
- 가공 정확도 : 금형 부품 (예 : 미러 연마)의 치수 정확도와 마감을 보장하고 마찰 및 곰팡이 고착 위험을 줄입니다.
4. 표준 작동
- 분사 성형 매개 변수 최적화 :
- 온도 제어 : 실린더 온도와 곰팡이 온도를 너무 높거나 너무 낮아 열 응력을 피하기 위해 합리적으로 설정하십시오.
- 압력 및 속도 : 곰팡이 충격 하중을 줄이기 위해 사출 압력과 속도를 줄입니다.
-압력 유지 및 냉각 시간 : 압력 보유 시간을 과도하게 채우지 않도록 합리적으로 설정하십시오. 금형을 열기 전에 충분한 냉각을 보장하십시오.
-Avoid Overload : 과부하 생산은 금지됩니다 (예 : 클램핑 력 또는 주입 부피 한계를 초과하는 등).

5. 정기적 인 유지 보수 및 유지 보수
- 청소 및 녹 예방 :
- 부식을 피하기 위해 각 생산 후 잔류 플라스틱과 오일을 청소하십시오.
-장기적으로 폐기하는 동안 방지 오일을 바르고 밀봉 된 상태를 유지하십시오.
- 윤활 관리 : 정기적으로 고온 그리스를 골무, 슬라이드 및 가이드 포스트와 같은 움직이는 부품에 추가하십시오.
- 수표 및 수리 :
- 정기적으로 금형 표면 마모, 균열 또는 녹을 확인하고 시간이 작은 손상을 수리하십시오.
- 도로 및 인서트와 같은 심하게 마모 된 부품의 교체 또는 보수.
6. 생산 환경 제어
- 온도 및 습도 관리 : 습한 환경에서 곰팡이 녹지 않습니다.
- 청정 원료 : 플라스틱 원료에 금속 입자, 먼지와 같은 불순물이 없도록하여 곰팡이 긁지 않도록하십시오.
- 작동 사양 : 운영자는 폭력적인 탈지 또는 충돌을 피하기 위해 곰팡이를 올바르게 사용하도록합니다.
7. 곰팡이 모니터링 및 수명 관리
- 사용 레코드의 수 : 통계 금형 성형 시간, 예측 수명주기.
- 정기 검사 : 초음파, 현미경 및 기타 도구를 사용하여 내부 균열이나 피로를 감지하십시오.
-Spare 부품 관리 : 유지 보수 가동 중지 시간을 단축하기 위해 마모 부품 (예 : 인서트, 골무 등)을 준비합니다.
8. 특별한 상황을 다루십시오
- 고 부식성 재료 : 부식성 강철 (예 : S316)을 사용하거나 표면 코팅을 추가하십시오.
- 높은 유리 섬유 재료 : 더 높은 경도 다이 스틸 사용과 표면 처리 (예 : 단단한 코팅)를 강화합니다.
사출 금형의 수명을 연장하는 핵심은 다음과 같습니다.
고품질 재료 + 과학 디자인
precision 제조 + 표준 사용
REGULAL MAINTENCENT + 예방 관리
체계적인 수명주기 관리를 통해 곰팡이 수명이 크게 향상되고 생산 비용이 줄어 듭니다.
곰팡이 구성 요소
곰팡이 스틸

핫 러너 시스템

표준 부품

어떻게To C후즈A SuitableI거부M옛날M아 픽F또는T그생선 상자 MouLD?

크레이트 곰팡이에 올바른 사출 성형기를 선택하려면 곰팡이 크기, 제품 재료, 생산 효율성 및 장비 성능에 대한 포괄적 인 평가가 필요합니다. 주요 단계와 매개 변수를 선택하는 방법은 다음과 같습니다.
1. 코어 매개 변수 계산
(1) 클램핑 력
곰팡이 잠금력은 주입 성형 기계 선택의 주요 매개 변수이며, 이는 금형 이별 표면의 용융 압력을 덮어야합니다.
클램핑 력 (톤)=투사 영역 (cm²) \ 시간 재료 압력 (MPA) \ div 1000 \]
- 투사 영역 : 회전율 상자의 최대 수평 투사 영역 (길이 × 폭) + 쏟아지는 시스템의 영역.
-물질 압력 : 재료 선택에 따르면 (pp/hdpe는 일반적으로 30-50 MPA를 취하고, 깊은 공동 또는 얇은 벽은 상한선을 차지합니다).
예 :
상자의 크기는 500 × 400mm이고 쏟아지는 시스템의 면적은 약 10%입니다.
투사 영역=(50cm × 40cm) × 1. 1=2200 cm²
클램핑 력=2200 × 50/1000=110 톤 (120 톤의 모델보다 크거나 동일하게 선택해야 함)
(2) 샷 무게
사출 성형 기계의 이론적 주입 부피는 "제품 + 러너"의 총 중량을 커버해야합니다. 주입 부피 (g)는 제품 중량보다 크거나 동일합니다 \ Times 1.5 \
재료 밀도 : pp About {{{0}}}. 91g/cm³, HDPE 약 0.95g/cm³.
- 안전 계수 : 일반적으로 1. 5-2. 0, 기계 용량의 80% 이상의 주입 부피를 피하기 위해.
예 :
회전 상자 순 중량 1500G, 러너 체중 200g, 총 중량 1700G
이론적 주입 부피는 1700 × 1보다 크거나 동일합니다. 5=2550 g (3000g 모델보다 더 큰 주입 부피를 선택해야 함)
(3) 나사 직경과 스트로크
- 나사 직경 : 가소 화 속도와 압력에 영향을 미치는 큰 직경 나사는 두꺼운 벽 제품에 적합합니다 (일반적으로 사용되는 회전 상자 60-90 mm).
- 분사 뇌졸중 : 용융 충전량을 충족시키기 위해 제품의 두께의 4 배 이상 또는 동일하게 뇌졸중 (깊은 공동 회전율은 더 긴 스트로크가 필요합니다).
2. 곰팡이와 장비 일치
(1) 템플릿 크기 및 모듈러스
- 템플릿 크기 : 사출 성형기 템플릿은 금형 (길이 × 폭이 템플릿 크기보다 작거나 동일)을 설치할 수 있어야합니다.
- 금형 두께 : 금형 닫는 높이는 사출 성형 기계의 최대 금형 두께 범위 내에 있어야합니다.
전형적인 회전율 박스 곰팡이의 크기 :
템플릿 요구 사항 : 800 × 600mm (작은) ~ 1500 × 1200mm (대형)
금형 두께 : 400-800 mm (사출 성형기의 금형 공간과 일치해야 함)
(2) 금형 개방 이동 및 방출 공간
-Mold Opening Stroke : 회전율 상자의 높이보다 커야합니다 × 2 + 안전 거리 (50-100 mm).
예를 들면 : 회전율 상자 높이 300mm → 개구부 스트로크는 300 × 2 + 50=650 mm보다 크다.
- 배출 뇌졸중 : 이젝터로드가 제품을 완전히 밀어 넣을 수 있는지 확인하십시오 (깊은 공동 회전율 박스는 100mm 이상이어야합니다).
3. 다른 주요 요인
(1) 재료 특성에 맞습니다
-Barrel 온도 : PP 처리 온도는 약 200-280 정도이며, HDPE는 약 180-260 정도입니다. 주입 성형 기계의 온도 제어 정확도를 보장해야합니다.
- 나사 압축 비율 : PP/HDPE 권장 압축 비율 2. 5-3. 0 (범용 나사가 될 수 있음).
(2) 생산주기 최적화
- 분사 속도 : 대형 회전율 상자에는 충전 시간을 줄이기 위해 높은 주입 속도 (80% 이상의 화재 속도)가 필요합니다.
-에너지 절약 요구 사항 : 서보 모터 또는 모든 운동 분사 성형기는 에너지 소비를 줄일 수 있습니다 (대량 생산에 적합).
(3) 특수 기능 요구 사항
- 다단계 주입 : 두꺼운 벽 영역에서 수축을 개선하기위한 충전 및 압력 유지의 세그먼트 제어.
-코어 풀링 기능 : 회전율 상자에 측면 구멍이 있거나 리버스 버클이 있으면 유압 실린더가있는 모델을 선택하십시오.
4. 선발 과정
A. 모드 잠금력 및 분사 부피를 계산합니다 (코어 파라미터 스크리닝).
B. 금형 설치 크기 (템플릿, 금형 두께, 금형 스트로크)를 점검하십시오.
C. 일치하는 재료 공정 요구 사항 (배럴 온도, 나사 유형).
E. 추가 기능 평가 (자동화 인터페이스, 에너지 절약 구성).
F. 검증 장비 브랜드 및 안정성 (Haitian, Zhenxiong, Engel 및 기타 브랜드 가격 차이).
5. 일반적인 모델 추천 (PP 회전율을 예로 들어보세요)
| 회전율 상자 크기|곰팡이 잠금력|주입량|권장 모델 |
| 300 × 200 × 150mm|60-80 톤|800-1200 g|아이티 MA1600/II |
| 500 × 400 × 300mm|120-150 톤|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400mm|300-400 톤|6000-8000 g|Engel Victory 370 |
- 실제 테스트 모드 검증 : 이론적 계산 후 매개 변수를 테스트 모드를 통해 조정해야합니다 (예 : 게이트 설계 최적화를 통해 클램핑 력을 줄일 수 있음).
- 예약 업그레이드 공간 : 향후 금형 수정에 적응하려면 약간 더 큰 모델을 선택하십시오.
- 에너지 소비 및 유지 보수 비용 : 풀 모터 분사 성형 기계의 정밀도는 높지만 가격이 비싸고 유압 프레스는 더 비용 효율적입니다.
위의 방법을 통해 사출 성형기 및 회전율 박스 곰팡이의 효율적인 일치를 보장하면서 생산 효율성 및 비용 관리를 고려할 수 있습니다.
패키지 &. 배달

고객의 피드백






